���YӍ

�P(gu��n)�ڽ��ٲ��y�ܵ�Һ������ˇ�Ľ�B
����ܛ�ܵ����칤ˇ�У�����Ҫ��һ���h(hu��n)��(ji��)��Һ��������Һ���ӹ��ǽ����A�����E�A�����������ܵ��εȭh(hu��n)��y�ܳ��͵���ͨ��ˇ�������{(di��o)����ģ�ߺ����ϵ�����λ���Ժ���������σ�(n��i)ǻ�䉺���������S���M�ЙCе���s��һ���o�L�ȵIJ��y�ܾͺܿ��γ������@��Һ�����͵�һ�N�����������ನһ�γ��ͷ���һ��������Ԫ���IJ��y����������@�N�ӹ������������������ܛ�ܱ��w�IJ��y�܁��v��ԓ�����Ͳ����ˡ�����@��y��Ҫ��Խ�LԽ����������˂���(chu��ng)������һ�NҺ�����͵ķ��������β��B�m(x��)���ͷ������܉��ڹ������L�ȗl�����S����r�����B�m(x��)���͎�ʮ���װ���������ǧ�����f�����y��ʹ�Õr���ɰ������L�Ȼ����貨�y��(sh��)��ȡ�����@�����x�ρ��v�������Դ���ನһ�γ��͙C����ֻҪ���Q��ͬҎ(gu��)���ģ�����Ϳ������a(ch��n)��ͬҎ(gu��)��IJ��y���������f���β��B�m(x��)���͙C���Dz��y�ܼӹ��Ķ���O(sh��)������ԓ���a(ch��n)���ϵ��P(gu��n)�I�O(sh��)����
һ���β��B�m(x��)���ͷ�
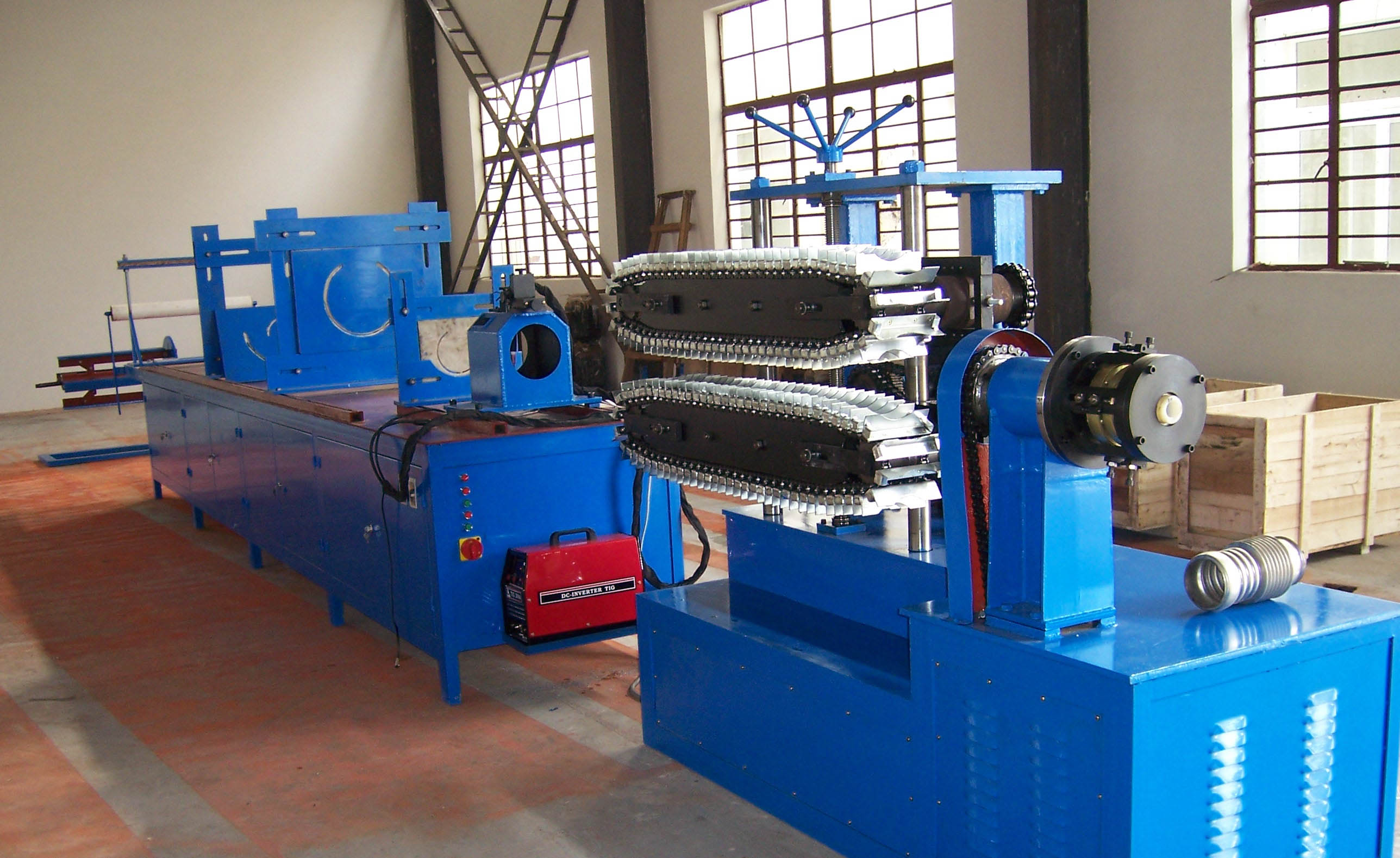
���ٲ��y�܆β��B�m(x��)���͵Ĺ����������£�
��һ����ģ������Ƭ���Q����ģ4��ģƬ7ͬ�rƽ�е���������S�ľ���ֱ�Ƅ��������b��о�S�ϵı��ڹ����Ϗ������o�o�ذ�ס��
�������Mо�Sо��˷��ܷ�Ȧ%�����σ�(n��i)�ڵ�Ħ�������������Ƅ���ʹ�̶���о�S�ϵ��ܷ�Ȧ�cģƬ�����\�ӵ������{(di��o)����λ����
�����������Һ�w����Һ�w��о�S���Ŀ�����ɵ��ܷ�Ȧ֮�g���������σ�(n��i)������������Һ�w���������������ɵ��ܷ�Ȧ֮�g�Ĺ����������γɳ�����
���ģ��M��ģ�����˷����ɵ��������������U�����Ƅ���ʹԭ�ȳ����ĸ߶����������ȿsС��ֱ���O(sh��)Ӌ�ߴ��ֹ��
�ٽ�(j��ng)�^������йҺ����������ģ��������о�S����������ģ�@�Ă�������ѽ�(j��ng)���͵IJ��y��ģ����Ó������ͬ�r���֞���һ�����y�ij��������˜ʂ䡣���ѭ�h(hu��n)��ÿ����һ�����y�s��4-40��ĕr�g��ͨ��Խ������������ĕr�g��Խ�L��
��������ģ���O(sh��)ӋҪ��
���y��Һ������ģ����һ��о�S��һ����ģ��һ��ģƬ�M��������������λ�Ľ����Π������ڲ��y�ܽ����Π��׃��������������̼䓻���ͨ�Ͻ�䓡��䏊����Ӳ�Ⱥ��g�Է����Ҫ����cһ��ģ���O(sh��)Ӌ�˜���ͬ����ģ�߸���λ�Ďγߴ�����λ����Ĵ_������횸���(j��)�L�ڌ��`���@�õij��콛(j��ng)�����]����t���ɹ����O(sh��)Ӌ������Ľ���ܛ��ģ���Ǻ����y����
��һ�������ȺͲ�ͬ�S��
����ͨ����150�������»���N��������ģ���ͬ���ε���СҎ(gu��)��IJ��y������ģ���Ĺ�����λ�IJ�ͬ�S�Ȳ��ܴ���0.03-0.05���ף��䲻���Ȳ��ܴ���0.05-0.08�����������nj����ν���IJ��y��ģ�ߣ�Ҫ��߀Ҫ����һЩ����t���ں�ģ�ĕr�����Ϳ��܌�������ҧ����ʹ֮©Һ���Y(ji��)�������ډ����pʧ��ʹ���y���Ͳ���������ʹ��߀δ��ҧ�ƣ��H�DZ�ҧ���ˣ������͕r���@����λ�ں�͕�����׃�����@������ȻӰ�����ʹ�É��������ھ��ν���IJ��y�ܣ��t���Ă����ϵIJ��y��������Ȍ��ȿ��ܮa(ch��n)���������Dz��y����в����ˣ���������ղ����ȺͲ�ͬ�S�ȵ��ʲ����Dz��y��Һ������ģ���O(sh��)Ӌ�е�һ������ԭ�t��
���������
���O(sh��)Ӌģ�ߕr����Ȼ���ܙCе�ذ��չ�����ͨ�����ں�ȥ�Q�㡣���ڹ������칫��ܲı��ڵċ����Լ��β��B�m(x��)����ˇ���c��ԭ��������(j��)���y�ܽ����С�IJ�ͬ����ģ��ģƬ�c����������摪���o��ϻ��ஔ���o��ϵ��^����Ϡ�B(t��i)������֮�g�]���g϶�����˳����^���в�й©���ܷ�Ȧ�⏽Ҫ��о�S�⏽��һЩ��ʹ���b��о�S�ϵĹ����ϵČ��H֧�����ܷ�Ȧ��������о�S��������t���ڹ����^���Єt���ܳ��F(xi��n)�����ɂ����}��
1������ģƬ����ģ�������ϰ��A���o�����й©��
2������о�S�ڹ���������Ȼ��B(t��i)����(w��n)��������ܷ�Ȧ���_�D������
�@�ɷN�Y(ji��)������ʹ�������^��ʧ��������ܳ��ͳ��ϸ�Ľ���ܛ���������������ܳ��ͳ����y������֮�������ģ��ģƬ�������ϰ�ʧ̫�o����Ȼ��о�S�M�o�r���ϵ�y(t��ng)�������������о�S�ڹ��������܉�̫������Ȼ���Ħ���������������@�ɷN�Y(ji��)�����o���y�ܳ��͎��������l�����a(ch��n)���B���������y�ܲ��y���ȺͲ��Ȍ��ȶ��sС��څ�����㣩����Ҫԭ������ڴ��������������ؿ���ģ���c�����ϵ�����P(gu��n)ϵ�Dz��y��Һ������ģ���O(sh��)Ӌ�е�һ����Ҫ�h(hu��n)��(ji��)��
�������P(gu��n)�ڈA��ֵ�Ĵ_��
��ģ����������λ��Rֵ������N��ͬ��������
Rֵ�Ĵ�С��ֱ��Ӱ푲��y�ܵij����|(zh��)�������ڸ��N������Ҏ(gu��)��IJ�ͬ�����y���ͺ�Ļ؏�����СҲ����ͬ��
Rֵ�_�����Ƿ�î���ֱ���P(gu��n)ϵ���ܷ����a(ch��n)���ϸ�Įa(ch��n)Ʒ�������f���J��ط�������Rֵ�Č��H���x���Dz��y��Һ������ģ���O(sh��)Ӌ��һ�����ɺ�ҕ�ķ�����
���P(gu��n)�˺�:���P䓲��y�ܝL���C